
Mi volt a műszaki hiba? Mindent kényszerleszállásnak hívnak ami a repülési tervtől eltérően, korábbi landolást jelent kb bármilyen okból (kivéve azt, ha hamarabb odaért). És ügyelnek is nagyon a protókra, egyik már ígyis szinte kiégett, kb egy elromlott szenzor miatt is lehozhatják.
Szu-57 / Su-57 Felon / PAK-FA (T-50) / FGFA (Szuhoj, Oroszország)
- Téma indítója GrGLy
- Indítva
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Lehet, hogy, megcsesztetnek.
Katonai informátor
ma este 19: 47-kor
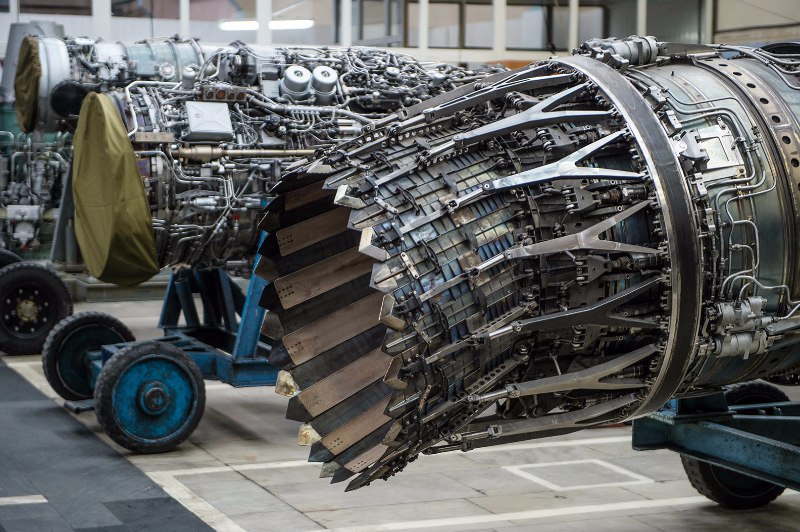
Az ötödik generációs Su-57 repülőgép első "30-as" motorjának első nyilvános képe.
vk.com/milinfolive?w=wall-123538639_464205
Katonai informátor
ma este 19: 47-kor
Az ötödik generációs Su-57 repülőgép első "30-as" motorjának első nyilvános képe.
vk.com/milinfolive?w=wall-123538639_464205

Várjunk még egy kicsit. Ez a képsorozat az MMPP Szaljut gyárában készült ahol "stealth-esítették" az AL-31FN-t. De ez a szerkezet már vagy 10 éves. 2007-ben a MAKSz-on már láttam, csak akkor mégnem volt a lamellák végén fűrészfog. Gondolom kell a megrendelés.
http://rostec.ru/news/4521409
A 30-as hajtóművet a konkurens NPO Szaturn készíti...
http://rostec.ru/news/4521409
A 30-as hajtóművet a konkurens NPO Szaturn készíti...
Tudtommal a 30-son együtt dolgoznak a cégek. Közösen a Szaljut és a Szaturn-így is hirdették.
Én is így tudtam korábban, de ez a fotósorozat a Szaljutnál készült és a proto hajtóműveket az UMPO illetve a Szaturn építi meg. Amúgy igen, egy ideje a két konkurens cég már az UEC égisze alatt kollaborál. Szóval nem kerek még a dolog, de nekem akkor is úgy fest, ez csak egy korábbi hajtómű "modernizálása".
Én is így tudtam korábban, de ez a fotósorozat a Szaljutnál készült és a proto hajtóműveket az UMPO illetve a Szaturn építi meg. Amúgy igen, egy ideje a két konkurens cég már az UEC égisze alatt kollaborál. Szóval nem kerek még a dolog, de nekem akkor is úgy fest, ez csak egy korábbi hajtómű "modernizálása".
Igen , Szergej Szobjanyin Moszkva polgármestere látogatott el a Szaljuthoz. (105 éves a vállalat)
http://www.tvc.ru/news/show/id/125912#284533
Pedig mindegyik VK-s oldal Izdelie 30-at ír, viszont a 30-ast Ufában építik.(fogják)
Én is így tudtam korábban, de ez a fotósorozat a Szaljutnál készült és a proto hajtóműveket az UMPO illetve a Szaturn építi meg. Amúgy igen, egy ideje a két konkurens cég már az UEC égisze alatt kollaborál. Szóval nem kerek még a dolog, de nekem akkor is úgy fest, ez csak egy korábbi hajtómű "modernizálása".
Bakker "elég jól képben vagy"....Ez nem semmi ,hogy egy kép alapján összeteszed a nagy kirakóst!!!!...MI van neked az agyadban egy két áramú???
")
Bakker "elég jól képben vagy"....Ez nem semmi ,hogy egy kép alapján összeteszed a nagy kirakóst!!!!...MI van neked az agyadban egy két áramú???
Sokkal rosszabb.
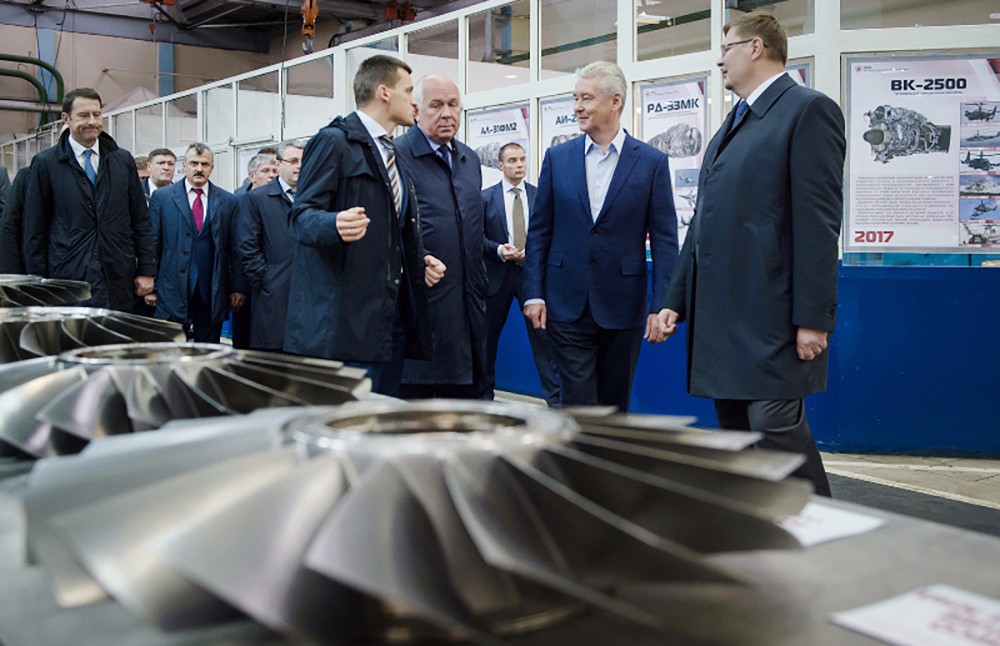
Itt például az orosz blisk-ek láthatók, de nem valami első fokozatból, hanem hátrébbról. Ez vagy a MiG-29M2, vagy KR RD-33MK-ja, vagy a Ka-52-es VK-2500-asa, vagy netán a Szu-34-esek AL-31FM-1-eseihez kell, mert a Szaljut az foglalkozik ám mindennel és startégiai együttműködése van a szentpétervári Klimovval és annak gyárával a Csernyisev Gépgyárral. Igazából fogalmam sincs, mert ebből a képből nem tudom megmondani.
Mert ugye mindenkinek van saját gyára. (Szuhoj irodának a moszkvai kísérleti próbaüzem mellett a KnAAZ, NAPO, Irkut, a RSzK MiG-nek a Lukhovici és a Nyizsnyij Novgorod-i Szokol gyár, a Mil-nek a Kazany, Ulan-Ude illetve a rosztovi Rosztvertol, a Kamovnak és a Mil-nek közösen az Arszenyev-i Progressz gyár, Klimovnak a Csernyisev Gépgyár, a Ribinszk-i NPO Szaturn-nak az UMPO Ufa-ból, az MMPP Szaljutnak saját gyára van, a JSC Kuznyecovnak Szamarában a Kuznyecov (itt nincs nagy megfejtés), Iljusin és Antonov gépek közös orosz gyára az Uljanovszkban épült Aviasztar, a Berijev az Irkutnál gyártat,a Tupoljev meg Kazanyban épít gépeket...stb, stb)
szilóvalHa egy blisc technológiával készült fokozaton megsérül az egyik lapát akkor azt,hogy cserélik?

Ha egy blisc technológiával készült fokozaton megsérül az egyik lapát akkor azt,hogy cserélik?
Felrakó hegesztéssel kitöltik, ha lehet. Ez a szabvány eljárás. A heganyagnak azonosnak kell lennie, de a hegesztés hőhatás övezetében így is feszültség keletkezik.
Amúgy ha ez nem segítene (túl nagy a sérülés) ugrik le az egész fokozat és megy helyére a másik.
A hagyományos, lapátonként összerakott fokozatoknál általában 5 sérült lapátig tudnak egy fokozatot javítani. Egy hajtómű egy adott fokozatához általában 5 tartalék lapát kerül legyártásra abból az anyagból, azzal az öntéssel és forgácsolással. Ezt vagy megkapja az üzemeltető, vagy el van raktározva a hajtómű gyártójánál. Bizonyára azért gyártója és országa válogatja, hogy ez az ötös darabszám mennyire szigorú kitétel. Tehát példaként egy RD-33-as 4+9 fokozatához elvben 65 darab, 13 féle lapát van tartalékban. Ha ezekből egy fokozat úgy sérül, hogy túllépik a tartalék darabszámot, akkor egy komplett, vadonat új fokozat lapátai kerülnek legyártásra, plusz ugye az új tartalék. Így tudják biztosítani a lehető legjobb kiegyensúlyozottságot.
A blisk technológiánál nem kell készletezni tartalék lapátot és normál esetben a fokozat eleve kedvezőbb a kiegyensúlyozottság terén. A felrakó hegesztés egy működő dolog és ha a megröntgenezett lapátoknál nem találnak olyan, a felszín alatt kifutó további repedéseket, amelyek miatt kukázni kéne a komplett fokozatot, akkor mehet a javítás. Nyílván a felrakó hegesztéses lapátjavításnak is megvan a darabszám korlátja. Azaz, ha ledarálódott az összes lapát, nem állnak neki kitöltögetni a csonkoktól kezdve. De ezt már írtam
Ugyanakkor az előállítás műveleti ideje és az aerodinmaikai hatásfok, továbbá nagyobb egyenszilárdság miatt a blisknek manapság már inkább előnyei vannak, mint hátrányai.

Mert ott egy nagyméretű dugóhúzó elleni stabilizáló ernyő van. Az a 051-es gép, azaz az első PAK-FA.
T
Törölt tag
Guest
Talàn annyi hogy nem dugóhúzó elleni az ernyő, hanem ha a dugó kilaposodik (és emiatt nem tud kijönni a gép belőle) akkor az ernyő nyitásával újra függőleges helyzetbe tudja állítani a gépet és ki tudja vezetni a dugóból.Mert ott egy nagyméretű dugóhúzó elleni stabilizáló ernyő van. Az a 051-es gép, azaz az első PAK-FA.