Ezzel a termesztéssel az a baj, hogy egyen ízű, pontosabban "semmilyen" ízű lesz a végtermék. Szentesen csinálnak ilyet, kőzetgyapotban van a cucc és azt úsztatják a tápadalékos vízben, előnye, hogy a termelt növényt mintha kézzel festették volna majd azt fénymásolóval sokszorosították, viszont közelében sincs ízügyileg az eredeti földből kinőtthöz képest.Szerintem hidroponikus termesztéssel karöltve ez egy jó ötlet.
Energiagazdálkodás, energiabiztonság, villamosenergia-termelés
- Téma indítója Batka
- Indítva
-
Ha nem vagy kibékülve az alapértelmezettnek beállított sötét sablonnal, akkor a korábbi ígéretnek megfelelően bármikor átválthatsz a korábbi világos színekkel dolgozó kinézetre.
Ehhez görgess a lap aljára és a baloldalon keresd a HTKA Dark feliratú gombot. Kattints rá, majd a megnyíló ablakban válaszd a HTKA Light lehetőséget. Választásod a böngésződ elmenti cookie-ba, így amikor legközelebb érkezel ezt a műveletsort nem kell megismételned. -
Az elmúlt időszak tapasztalatai alapján házirendet kapott a topic.
Ezen témában - a fórumon rendhagyó módon - az oldal üzemeltetője saját álláspontja, meggyőződése alapján nem enged bizonyos véleményeket, mivel meglátása szerint az káros a járványhelyzet enyhítését célzó törekvésekre.
Kérünk, hogy a vírus veszélyességét kétségbe vonó, oltásellenes véleményed más platformon fejtsd ki. Nálunk ennek nincs helye. Az ilyen hozzászólásokért 1 alkalommal figyelmeztetés jár, majd folytatása esetén a témáról letiltás. Arra is kérünk, hogy a fórum más témáiba ne vigyétek át, mert azért viszont már a fórum egészéről letiltás járhat hosszabb-rövidebb időre.
-
Az elmúlt időszak tapasztalatai alapján frissített házirendet kapott a topic.
--- VÁLTOZÁS A MODERÁLÁSBAN ---
A források, hírek preferáltak. Azoknak, akik veszik a fáradságot és összegyűjtik ezeket a főként harcokkal, a háború jelenlegi állásával és haditechnika szempontjából érdekes híreket, (mindegy milyen oldali) forrásokkal alátámasztják és bonuszként legalább a címet egy google fordítóba berakják, azoknak ismételten köszönjük az áldozatos munkáját és további kitartást kívánunk nekik!
Ami nem a topik témájába vág vagy akár csak erősebb hangnemben is kerül megfogalmazásra, az valamilyen formában szankcionálva lesz
Minden olyan hozzászólásért ami nem hír, vagy szorosan a konfliktushoz kapcsolódó vélemény / elemzés azért instant 3 nap topic letiltás jár. Aki pedig ezzel trükközne és folytatná másik topicban annak 2 hónap fórum ban a jussa.
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.

M
molnibalage
Guest
És nem tudna hova termelni a napbuzulas miatt, mert már Paks 1 et et is visszaterheltek. RöhejÉn nem tudom mi van vagy mi nincs jelenleg PAKS II-vel, de az oroszok bebizonyították, hogyha elkezdik építeni az erőművet akkor 0-tól 100%-ig ők 6 év alatt eljutnak. Ez alól az egyetlen kívétel az indiai Kudankulam volt ha jól emlékszem, az 10 évig épült....
Nagyon ciki lenne ha ez lenne a mi szintünk!
Orosz nyelven azt olvastam, hogy 2019-ben sikerült révbe érniük az EU faszkodásával, és 2021-2027-ig fog zajlani az építkezés.
Szerintem túl optimisták az oroszok....
Amúgy az idővonal:
2009-ben megszvazzák, hogy bővíteni kell a paksi atomerőművet
2012 kiemelt beruházás státusz
2014 szerződés az oroszokkal
2017 az EU-s bizottság bejelentette, hogy nem buziskodik tovább
2019 megjött minden EU-s engedély
2020 a magyar hatóság még mindig kotlik az építési engedélyen....
Ez egy normális világban úgy nézett volna ki, hogy:
2009 OGY szavazás a bővítésről, még abban az évben kiemelt státusz
2010 szerződés egy gyártóval
2013 minden terv és engedély megvan
2014 az építés kezdete
2021 hálózaton üzemel az első elkészült blokk
Addig üzemeltetnek minden reaktort. Alapvetően egy reaktor élettartama 3 dologtól függ:Miért? Üzemeljen addig amíg az utolsó kWh-t ki bírja tolni magából biztonságosan.
- repedések a reaktortartályon. Ez főként a csonkoknál jön létre mind a nyomottvizes, mind a forralóvizes reaktorok szenvednek tőle. Amiatt következik be, mert a reaktorban 123bar nyomás van, és ez a feszültség-gyűjtő helyeken - tipikusan a behegesztett csőcsonkok a reaktorfedélben a bórsavas víz jelenlétében feszültségkorróziós repedésekhez vezet. A fő gond abból van, hogy a reaktor belseje rozsdamentes acéllal van bélelve/felhegesztve, de a reaktortest alacsonyan ötvözött melegszilárd acél, viszont a csatlakozó csőrendszer szintén rozsdamentes acél - egyrészt a korrózív hűtővíz, másrészt a hőmérséklet miatt. A moderátor rudak bevezetése szintén ilyen csonkokon keresztül történik. Ez a repedés megjelenhet a csőben, de leggyakrabban a hegesztések környékén jelentkezik. A hegesztés a rákfene, mert itt különböző anyagminőségeket kell összehegeszteni. A varrat mélysége általában a csőcsonk anyagvastagságának a duplája, viszont egy reaktorban sincs ilyen vastag belső bélés (plattírozás), ezért az ember kénytelen egy átmeneti megoldást keresni, így minden ilyen kötés nikkel-bázisú hegesztőanyaggal lesz hegesztve. Viszont ez a hegesztőanyag egy idő után hajlamos dúsulásokra a neutron-fluxus miatt, aminek a hatására az alapból feszültség-korrózióval szemben ellenálló hegesztőanyag hajlamossá válik.
Ha a hegesztett kötésben jelentkezik a repedés, akkor repedés gyorsan terjed a belső nyomás okozta mechanikai terhelés miatt és így a korrózív bórsavas víz érintkezésbe kerül a melegszilárd nyomástartó köpennyel, ami elég komoly pusztítást tud okozni a reaktortestben - vagy ha nem a reaktorban keletkezik, akkor a nagynyomású előmelegítőben/gőzfejlesztőben. Ez egy időzített bomba.
Ha tudod, akkor kicseréled az adott szakaszt, ha nem, akkor jön a térdre-imához helyzet. Ha kritikus és olyan csőcsonkról van szó, amit nem lehet kicserélni - pl. reaktortartályon lévő csonk, akkor ilyenkor a kérdéses hibás varrat körül külső megerősítést raksz fel. Ha hozzáférhető a hiba kétoldalról - pl. reaktorfedél leemelve, akkor ott megfelelő óvintézkedések mellett lehet javítóhegesztést eszközölni. Az igazi szívás akkor van, a ha reaktortartálynak a csőcsonkját nem lehet megerősíteni - mert mondjuk fel kellene valamit hegeszteni a reaktorttartályra- amit utána hőkezelni kellene, de ez fizikailag képtelenség. Ilyenkor a csonkokra törésmechanikailag kiszámolt szélességben elkezdenek rengeteg hegesztőanyagot felpakolni, de szó szerint rengeteget. A ráhegesztést az anyag zsugorodik, így a belső oldalon nyomófeszültség jön létre, ami a feszültség-korróziós hajlamot csökkenti, míg a ráhegesztés teljesen megváltoztatja a teherviselő keresztmetszetet és az erőfolyamot.
Érdekesség, hogy az orosz erőművekben ez a hiba sokkal kevesebbszer jelentkezik, mint a nyugati erőművekben. Az oka az, hogy az oroszok mindig is ódzkodtak a nikkel-ötvözetű hegesztőanyagoktól, így inkább egy varratban használtak 4 különböző hegesztőanyagot, így játszották össze a varratfém összetételét. Ennek volt egy olyan előnye, hogy egyszerűbb volt a nagyobb falvastagságokat vizsgálni ultrahanggal - nikkel-ötvözet esetében az akkori technikával ez képtelenség volt, így maradt a röntgen, csak ugye egy 350mm-es anyagba behegesztesz egy 12mm vastag csonkot, és a 350mm-es anyagot direktben kell átröntgenezni, sok sikert a hiba kiértékeléséhez...
- általános öregedés: ez egy jóindulatú dolog. A nukleáris folyamat során keletkező neutronok ütköznek a reaktor falával, benne rácshibákat okoznak. A hőmérséklet és a belső hatására minden rácshiba képes mozogni, egymással találkozni, másrészt a melegszilárd acélban mindig jelenlévő szennyeződések (C, N, O, S, P, As és társai) szintén tudnak dúsulni. Ezek együttesen az anyagot elridegítik. Ez azt jelenti, hogy a ridegtörési valószínűség a kezdeti -60 fokos hőmérsékletről felmegy akár plusz 10 vagy 20 fokos hőmérsékletre is. Ez azért veszélyes, mert a nyomáspróbázás hőmérséklete ezen a hőmérsékleten van, és a nyomáspróba esetén az üzemi nyomás dupláját kell elviselni a szerkezetnek. Ha az annyira elridegedett, akkor a nyomáspróba hőmérsékletén már tudja a megnövelt terhelésből származó alakváltozást elviselni - ilyenkor normál helyzetben a feszültség-csúcsok leépülnek, az anyag lokálisan megfolyik, így a szerkezet biztonsága számottevően növekedett - és repedés, törés következik be, ami a szerkezet végét is jelenti. Ez azért jóindulatú, mert már elég sok mestergörbe áll rendelkezésre, másrészt minden reaktorban vannak az első üzemóra óta próbatestek, amelyek a reaktortartály anyagából készültek, így meghatározott időnként kivesznek próbatesteket, kiértékelik, megállapítják hol tart az elridegedés és ez alapján döntenek.
- fáradás: A tervezési élettartam során figyelembe veszik a tervezett leállásokat - üzemanyagcsere, időszakos felülvizsgálatok, nyomáspróbák, esetleg pár üzemen kívüli leállás. Ekkor az majd 340 fokon üzemelő reaktort le kell hűteni 20 fokra. Ekkor ez egy termikus fárasztási ciklus. Különböző anyagminőségek eltérő hőtágulási együtthatóval rendelkeznek, így eltérő hőfeszültség keletkezik bennük mind a felfűtés, mind a lehűlés során. Ezek a feszültséggyűjtő pontok környéken extra nagy feszültségeket hoznak létre, az anyag itt szintén megfolyik. Ez nem is lenne baj, csak ugye itt van egyszer neutronfluxus - ami az általános öregedésben leírtak alapján dolgozik, így egy idő után az évek során összegyűjtött fárasztási ciklusok valahol tuti, hogy repedést okoznak. Ha javítható helyen van, akkor javítják, ha nem, akkor jön megint a törésmechanika és növelt ellenőrzési gyakoriság - de persze ez megint annak a függvénye, hogy mi és hol reped és a repedésterjedés sebessége milyen nagy.
A mai reaktorokat már ezekkel a tapasztalatokkal felvértezve tervezik. Manapság már alig van hegesztés a reaktortartályon, ha van is, az is körvarrat - minden igyekeznek kovácsolni. A körvarratban ébredő feszültség a hosszvarratban ébredő feszültség fele, így az elridegedés a körvarratban nem okoz akkora problémát, mint egy hosszvarratban

az oroszok elég komolyat gurítottak az elmúlt évtizedben a kovácsolásban.
Alapvetően ma már az EN 13445-ös szabvány, plusz a helyi nukleáris előírások. A gond az, hogy az ASME más anyagokat használ és más a tervezési filozófia, a GOSZT megint különbözik az anyagokban és a tervezési előírásokban. Mások a megengedett feszültségek, máshogy számolják az időtartam-szilárdságot. Mások a földrengési előírások, így más a szerkezeti kivitelezés, stb...Mit jelent az EU szabvány reaktoroknál?
A szabvány amúgy a megrendelő döntése, a németek pl. a nemzeti előírásokat vitték tovább kb. 2000-ig, a KTA-Regelwerke alapján terveztek tovább, ami meg a német nyomástartó (AD-2000) szabványon alapult. Mára ez az előírás-sorozat is haldoklik.
M
molnibalage
Guest
Plazma, olvadt ólom, lítium fém keverék és miegymás.2022 ben elkezdik építeni UK.ben a Generalfusion cég pilot fúziós reaktorát ami 70% os méretű a kereskedelmi erőműhöz tervezett realtorhoz képest.
A pilot reaktor a tervek szerint 2025 ben kezdi meg a működését és a tesztüzem 18 hónapig fog tartani.
A beuházás költsége több $100m amit Jeff Bezos, a kanadai, a brit, a maláj kormány a GE mint nagy befektetők és számtalan kisebb befektető közösen fedez.
A pilot üzem feladata bizonyítani hogy
- a fúzió stabilan fenntartható ebben a méret kategóriában is
- a keletkező neutronokat stabilan képesek befogni
- a tervezett kereskedelmi erőmű gazdaságos lesz.
A Generalfusion érdekes - nem a hagyományos tokamak vagy stellarator - technikát választott a fúzió elérésére.
Ők "magnetized target fusion" technológiànak hívjàk, de én inkàbb manuálus kompressziós techinkának nevezném a módszert.
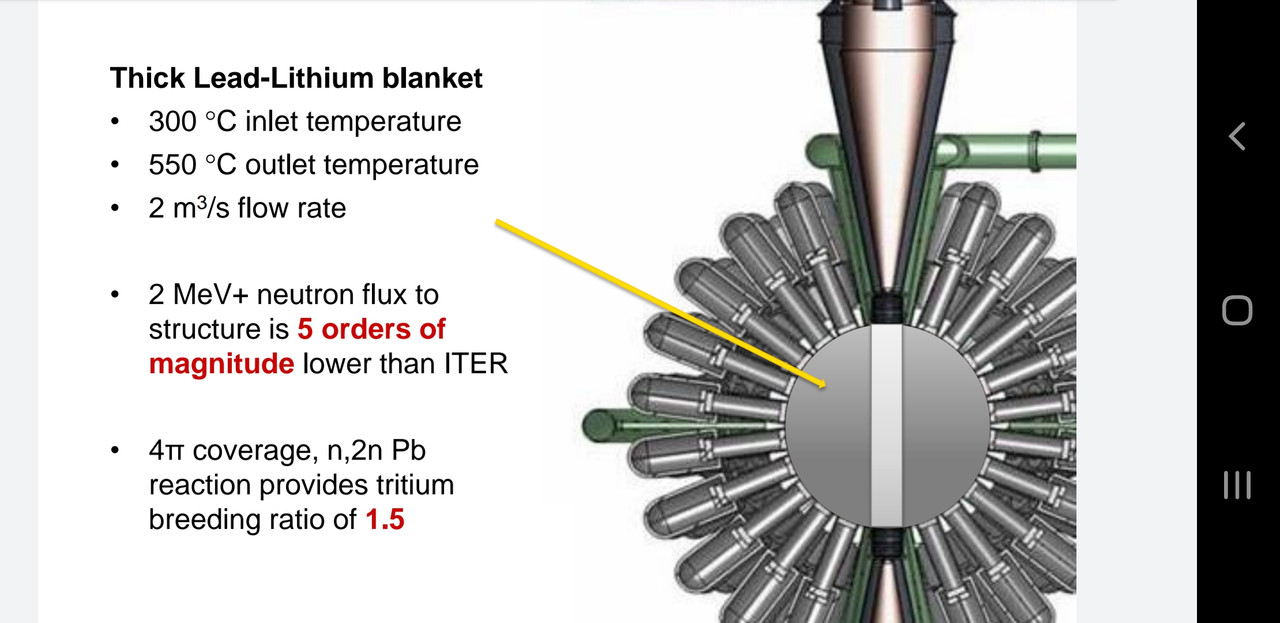
A lényeg hogy egy nagy titán tartályban - ez a GE hozzájárulàsa a projekthez - olvadt ólom - lítium fém keveréket keringetnek.
Egy plazma injektorral trícium plazmát fecskendeznek a tartályba amit a tartályhoz kapcsolódó több száz duhattyúval összenyomnak ami àltal az eléri a fúzióhoz szükséges +100m C° hőmérsékletet.
A keletkező hőt és neutronokat az olvadt fém elnyeli.
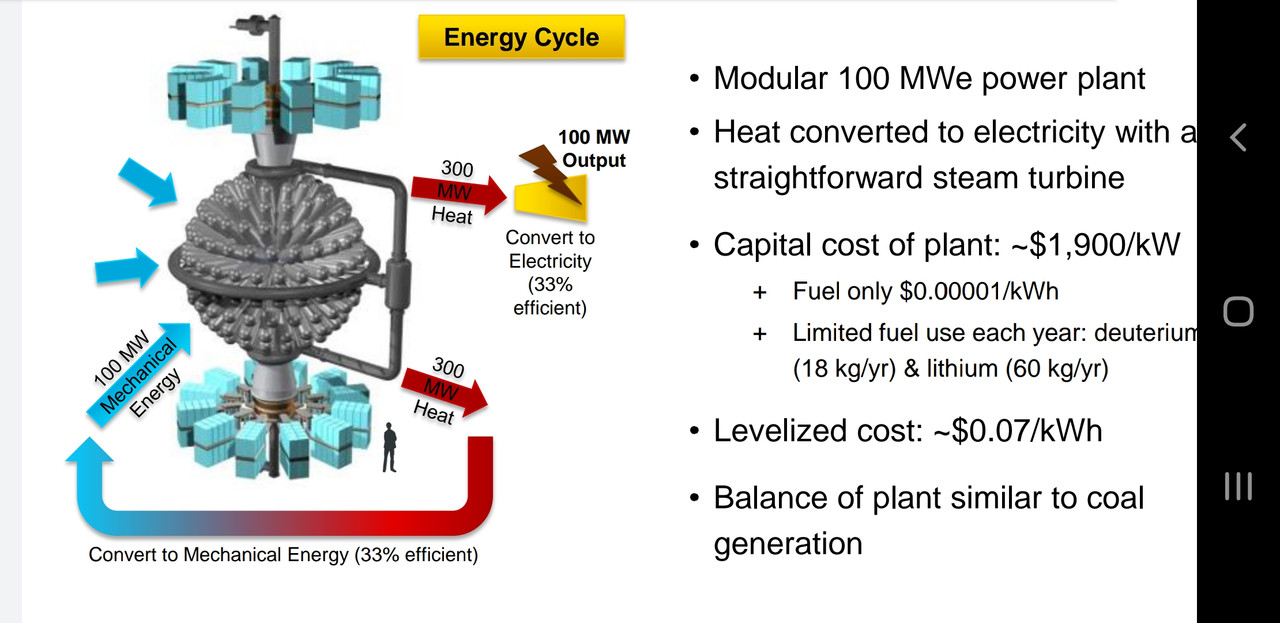
A fúzió beindítása utàn az olvadt fém egy hőcsrélőnek adja le a hőt amivel vizet forralnak és a gőzzel turbinákat hajtanak.
Tényleg komolyan hiszi bárki azt, hogy ha ez valaha működik, akkor olcsó lesz...?
Egy atomreaktor ehhez képest egy faék egyszerűségéhez konvergál.
Ehhez képest ezt a messiás, ami az istennek sem akar eljönni, a fissziós atomenergia meg a fúj, fúj.
Egészen elképesztő, hogy a PR és propaganda mennyire a felülírják a műszaki realitásokat, hogy mit használ az emberiség.
T
Törölt tag
Guest
Sci-fi-k 99%-ában fúziós reaktorral müködnek az űrhajók, harci robotok, városok stbstb.Plazma, olvadt ólom, lítium fém keverék és miegymás.
Tényleg komolyan hiszi bárki azt, hogy ha ez valaha működik, akkor olcsó lesz...?
Egy atomreaktor ehhez képest egy faék egyszerűségéhez konvergál.
Ehhez képest ezt a messiás, ami az istennek sem akar eljönni, a fissziós atomenergia meg a fúj, fúj.
Egészen elképesztő, hogy a PR és propaganda mennyire a felülírják a műszaki realitásokat, hogy mit használ az emberiség.
Ez ragad meg az emberekben, ezt várják, mint a messiást.
M
molnibalage
Guest
Ezért mondtam, hogy a vágyak felülírják a műszaki realitásokat.Sci-fi-k 99%-ában fúziós reaktorral müködnek az űrhajók, harci robotok, városok stbstb.
Ez ragad meg az emberekben, ezt várják, mint a messiást.
@rudi
Megtudhatnám, hogy mi olyan vicces? Az atomenergia annyi fajta működő erőmű fajtát fejlesztett ki, mint égen a csillag.
A fúziós kutatásoknál ott tartanak, mint 50 éve. Hogy a Holdban van, hogy mikor lesz olyan bármi, ami pozitív energiamérleggel bír és szabályozható.
Nem áramot termel, csak energiamérleg és stabilitás.
T
Törölt tag
Guest
Ezért mondtam, hogy a vágyak felülírják a műszaki realitásokat

Igazából nem látom, hogy ha a prezentációjuk szerint másodpercenként van fúzió 100 millió fokon, akkor hogyan marad az ólom mellette 300 fokos - ami szintén a prezentációjukban szerepel. Aztán az is egy érdekes kérdés, hogy ha ez tényleg 300 fokos folyékony ólom marad, akkor azt a hőmérsékletet egy hőcserélővel akarják gőzfejlesztésre használni, akkor a turbinában milyen gőzparaméter lesz és akkor végül mennyi is lesz az energiamérleg - mert a szupravezetők, plazmainjektor, munkahenger szintén energiát igényel.A 100 millió °C hőmérsékletű plazma és az olvadt ólom - lítium fém köpeny jó eséllyel egyáltalán nem lesz kapcsolatban mert a kamrában is egy erős mágneses tér tartja egyben a plazmát, úgyhogy legfeljebb a fúzót követően a keletkező hő, netronok és hélium gáz távozik a fém köpenybe.
Az olvadt fém aránya is jó eséllyel 99% ólom és 1 % Litium-6 os lesz ( a Lítium-6 csak azért hogy a reaktor megtermelje a saját működéséhez szükséges Tríciumot)
A melegedő olvadt fémet folyamatosan elvezetik egy hőcserélőbe és a helyére friss "hideg" anyagot töltenek vagyis a szerkezet nem melegszik túl.
Az egészet már az elején kezdve onnan nem értem, hogy ha az ólom 327 fokon lesz folyékony és a fúzió után az egész szerkezet nagyjából ezen a hőmérsékleten marad, akkor mihez kellett a fúziós energia? Ha mondjuk az ólom lenne 1000 fokos és lenne olyan anyag, ami elviseli az ilyen magas hőmérsékletű ólmot és ezt egy hőcserélővel kombinálnák, amihez lenne mondjuk 800 fokos vízgőz egy nagynyomású előmelegítőn, azt megérteném, de így?

Aztán 2017-ben megugrották az 5 millió fokot, akkor innen miből gondolják, hogy 2025-ben a 100 millió fokos fúziós hőmérséklet meglesz?

Plazmafizikában komoly dolgokat értek el, és tényleg van mögötte műszaki háttér, de ez így még nagyon a hype kategória.
M
molnibalage
Guest
Ja hát igen, és működési és megélhetési költségek sehol, meg versenytársak sem és azt hiszi, hogy egy paradicsom az USD.
Az ilyen benyögésektől megyek a falnak és kb. ilyen szintű "érveket" látok a bullshit tech. álmoknál.
Annyira nem elképesztől. A lakosság hány százaléka ért hozza? Agysebészből valószínűleg több van. Hülyeségeket terjeszteni neten, grínpíszkedni, migránsokért aggódni meg nem kell 8 osztály sem.Egészen elképesztő, hogy a PR és propaganda mennyire a felülírják a műszaki realitásokat, hogy mit használ az emberiség.
T
Törölt tag
Guest
Nem m
550 °C on vezetik ki.
És az energia mérleg.
Nem marad 300 °C os az ólom...Igazából nem látom, hogy ha a prezentációjuk szerint másodpercenként van fúzió 100 millió fokon, akkor hogyan marad az ólom mellette 300 fokos - ami szintén a prezentációjukban szerepel. Aztán az is egy érdekes kérdés, hogy ha ez tényleg 300 fokos folyékony ólom marad, akkor azt a hőmérsékletet egy hőcserélővel akarják gőzfejlesztésre használni, akkor a turbinában milyen gőzparaméter lesz és akkor végül mennyi is lesz az energiamérleg - mert a szupravezetők, plazmainjektor, munkahenger szintén energiát igényel.
550 °C on vezetik ki.
És az energia mérleg.
Azért nem kell mert mindegyik kiemelt projekt lett...Régebben volt ilyen és át is kellett minősíteni az elején ipari területté utána kitalálták az ideiglenes minősítést a fotovoltikus erőmű telepítésére alkalmas területet (hogy ne kelljen a termelés alól kivonás díját megfizetni hiszen a projekt végével simán ismét szántó lehet) . De most , hogy a nagy (50-200Mw-os ) parkok ügye elakadt a terület igény miatt ezért nem kell már kivonni és átminősíteni ! Tudtommal most itt tartunk ! Hiszen már nem a terület a döntő hanem a csatlakozási pont !
Már bocsánat, de te tisztában vagy a földtulajdon fogalmaival?

Az állam segít elvenni a földeket, ha a tulajdonosok nem akarják napelemes cégnek adni
Több borsodi gazdálkodó meglepődve tapasztalta, hogy a kormány beruházási célterületté nyilvánította a földjét, miután nemet mondtak egy vállalkozó ajánlatára.
 444.hu
444.hu
1:0 a Kormány javára.
Ezzel így nem lehet választást nyerni az tuti !Földtulajdon ha találkozik a kormánynak fontos beruházással.Az állam segít elvenni a földeket, ha a tulajdonosok nem akarják napelemes cégnek adni
Több borsodi gazdálkodó meglepődve tapasztalta, hogy a kormány beruházási célterületté nyilvánította a földjét, miután nemet mondtak egy vállalkozó ajánlatára.
1:0 a Kormány javára.
T
Törölt tag
Guest
ügyvéd, perFöldtulajdon ha találkozik a kormánynak fontos beruházással.Az állam segít elvenni a földeket, ha a tulajdonosok nem akarják napelemes cégnek adni
Több borsodi gazdálkodó meglepődve tapasztalta, hogy a kormány beruházási célterületté nyilvánította a földjét, miután nemet mondtak egy vállalkozó ajánlatára.
1:0 a Kormány javára.
Ez gyakorlatilag a lakásmaffia termőföldes megfelelője. Köztörvényes sztori.
Meg kellett volna támadni a földhivatali határozatot. De utólag is lehet kártérítést kérni az ügyben - szerintem.
Én egy alföldi vidéki kis városban élek és ma olvastam a helyi újságban, hogy egy vállalkozásnak, 120 hektár területet biztosítanak nap erőmű létesítése miatt. Ez jól felbaszta az agyamat. És látom az előző hozzászólásokból hogy országosan ez várható, termőterületek kárára. Ebből még baj lesz!!
T
Törölt tag
Guest
Én egy alföldi vidéki kis városban élek és ma olvastam a helyi újságban, hogy egy vállalkozásnak, 120 hektár területet biztosítanak nap erőmű létesítése miatt. Ez jól felbaszta az agyamat. És látom az előző hozzászólásokból hogy országosan ez várható, termőterületek kárára. Ebből még baj lesz!!
Kényszerhelyzet, EU kvótákat teljesíteni kell különben jön az úthenger...
Víz kilőve, szél nettó kreténség, így maradt a legkisebb rossz.
Ekkora kényszerhelyzet nem lehet, hogy 25-32 aranykoronás földeket fedjenek le napelemekkel és olyan 25 évig nem gabonát vagy hasonló haszonnövényt termeljenek rajta. Vannak hatalmas területek 10 aranykoronán alatti értékben sőt 2-3 aranykoronásak, miért nem ezeket használják fel erre a nemes célra? A 15 aranykorona feletti értékű földeket csak úgy használhatnák naperőművek céljára, ha a napelemek körülbelül öt méter magas lábakon állnak, alattuk pedig aktív növénytermesztés és legeltetés folytatható. Én eddig csak pár külföldi napelem parknál láttam ilyen megvalósítást, de mintha azok is csak kísérleti jelleggel lennének megépítve. Kiknek áll az érdekében, hogy az ország termőföldjeit így "hasznosítják"?Kényszerhelyzet, EU kvótákat teljesíteni kell különben jön az úthenger...
Víz kilőve, szél nettó kreténség, így maradt a legkisebb rossz.
"Miskolczi Ferenc légkörfizikus (és más tudósok) szerint a Föld hőmérsékletét alapvetően a légkör vízpáratartalma határozza meg és nem a szén-dioxid. A Milankovics-elmélet szerint az elmúlt félmillió évben a Földön megfigyelhető eljegesedési és felmelegedési szakaszokat alapvetően a Föld pályaelemeinek periodikus változása határozza meg, és jelenleg éppen egy jégkorszak felmelegedő szakaszában vagyunk. Hogy a szén-dioxid klímahatásával kapcsolatos feltételezés hogyan vált megcáfolhatatlan dogmává, az egy külön történet, erről rendkívül érdekes olvasmányt nyújt Wolfgang Behringer A klímaváltozás kultúrtörténete című könyve.Nem csak a mennyiség elenyésző csekélysége miatt jelentéktelen a hatása, hanem egy sor további fizikai tény miatt is! Túl azon például, hogy a napsugárzási energia nagyrészt hamarabb alakul kinetikai energiává – ami miatt is a felmelegedett levegő fölszáll, helyére pedig hidegebb levegő kerül –, mintsem, hogy a szén-dioxid molekuláknak esélye lenne az infravörös sugarakat visszaverni.
..
De az is fizikai tény, ha már az üvegház-hatás jelenségéről beszélünk, hogy a Föld felszínét jó hetven százaléknyi felületen folyamatosan felhőréteg borítja. Mivel pedig a vízgőz százszorosan nagyobb "üvegház-hatást" képes kifejteni, mint a szén-dioxid, így teljesen mindegy, hogy a majd' háromnegyedes felhőborítottság alatt elhelyezkedő légrétegekben mekkora is a szén-dioxid koncentrációja!
..
Ráadásul a vízgőz légköri koncentrációja óriási területeken képes naponta, vagy órák alatt nagyságrendekkel nagyobbat változni, mint a szén-dioxidé egész évszázadok során!
..
Érdemes meghallgatni ezt a beszélgetést Miskolczi Ferenc légkörfizikussal, mert további nagyon fontos tényezők is vannak még! (Tavaly nyáron készült, amikor ráadásul már tartottak a koronavírus miatti lezárások!)
---
"Bár szinte dogmává merevedett, hogy a Föld felmelegedését a légkörbe került üvegházhatású gázok, főleg a szén-dioxid okozza, egy magyar légkörfizikus ezt vitatja. Dr. Miskolczi Ferenc az Országos Meteorológiai Szolgálat Légkörfizikai Intézetében, az Európai Elméleti Fizikai Kutatóközpontban végül a NASA-nál végzett üvegházhatással kapcsolatos kutatásai alapján állítja: a légkör hőelnyelő képessége az egész Földgolyón egy állandó érték körül ingadozik, függetlenül attól, hogy mennyi benne a szén-dioxid. A kutató fizikus szerint a globális felmelegedés okát nem jó helyen keresi az emberiség. Az energiatermelés dekarbonizációja nem fogja leállítani a klímaváltozást."

2020.08.12. - Karcolat - Dr. Miskolczi Ferenc légkörfizikus | Karc FM
Bár szinte dogmává merevedett, hogy a Föld felmelegedését a légkörbe került üvegházhatású gázok, főleg a szén – dioxid okozza, egy magyar légkörfizikus ezt vitatja. Dr. Miskolczi Ferenc az Országos Meteorológiai Szolgálat Légkörfizikai Intézetében, az Európai Elméleti Fizikai Kutatóközpontban...karcfm.hu
..
Hagyjuk el azonban egyelőre a szén-dioxid hatásáról folyó vitát, ami egyébként elég egyoldalú, mert aki a dogmával nem ért egyet, azt nem engedik szóhoz jutni, ezért úgy tűnik, mintha mindenki támogatná ezt az elméletet. Ehelyett nézzük meg, megvalósítható-e egyáltalán a klímasemlegesség 2050-ig. A válasz egyértelműen az, hogy nem."

Lóránt Károly: Ötvenöt százalékos böszmeség
Az Európai Parlament tagjai semmiért sem felelnek. Ezzel szemben a nemzetállami vezetőknek meg kell magyarázniuk a választóknak, miért növekszik a rezsiköl
"A május 9-i, majd június 13-i „tervezettnek” minősített leterheléseknek az volt az oka, hogy az alacsony fogyasztású napsütéses időszakban a naperőművek által termelt villamos energiát kötelezően át kellett venni. Ezért kellett a Paksi erőműben kb. 16-18 Ft/KWh áron termelt villany helyett a jelentős támogatás miatt ennél jóval magasabb, 37-38 Ft/KWh árú villanyt átvenni a rendszerirányító MAVIR-nak. Ezt a veszteséget végső soron a fogyasztók fizetik meg. A MAVIR azért volt kénytelen visszaterhelni, mert csak a rendelkezésére álló kapacitásokkal tudta a rendszer egyensúlyát fenntartani. Ezt a veszteséget a média szenzációsnak ható hamis állításokkal próbálja leplezni, amikor a megújulók által ingyen termelt áram túlkínálatáról, exportálható villanytermelésről, a naperőművek Paks feletti győzelméről beszél."

 www.klimarealista.hu
www.klimarealista.hu
Állásfoglalás a Paksi Atomerőmű rendszeres visszaterheléséről
Hogy betáplálhassuk a VRIF*-áramot a hálózatba, visszafogjuk a harmadakkora áron termelő, CO2-kibocsátás mentes atomerőmű termelést. Ráfordítás: 50-70 milliárd Ft évente. CO2-kibocsátás megtakarítá…
www.klimarealista.hu